In the world of instrumentation, theoretical knowledge is like the wrench in your hand—unassuming yet critical when you need it most! Whether you’re preparing for certification or simply working on the job, understanding electrical schematics, sensor principles, and troubleshooting logic is unavoidable. This series will be continuously updated, so by practicing alongside, you’ll be able to grasp fundamental theory and lay a solid foundation for hands-on work. Even with fragmented time, you can gradually build strong skills. For those looking to avoid detours and quickly plug knowledge gaps, let’s strengthen the theoretical foundation together for more confidence in the field!
1. What Are the Steps and Components in PLC Control System Design?
Determine Signal Types and I/O Points
This includes specifying redundant I/O, remote I/O, and I/O capacity, according to the control and management requirements.Design Network Architecture
Consider network redundancy, local vs. remote control, and overall reliability and maintainability.Choose Components
Select the appropriate PLC brand, controller models, I/O modules, and the required number of workstations.I/O Distribution
Define and create an I/O table, taking into account factors like explosion-proof and lightning protection, along with necessary signal converters and auxiliary units.Power Supply and Grounding Design
Design the AC and DC power supply circuits, signal circuits, and grounding systems.Monitoring Interface Design
Based on the control requirements and piping and instrumentation diagrams (P&ID), design the monitoring interface, including control panels, start/stop buttons, color schemes, animations, and dynamic displays.Program Design
Develop the control program using suitable programming languages, implementing control functions based on control strategies and plans.Documentation
Prepare the necessary technical documentation.
2. How to Choose the Right PLC?
When selecting a PLC, consider the following:
Technical Parameters and System Functions
Key factors include controller performance, I/O processing capabilities, scan speed, memory capacity, logical control, PID control, network communication, and system redundancy.I/O Signal Type and Response Speed
Choose based on I/O types and the system’s responsiveness to inputs.Environmental Adaptability
Consider environmental factors like temperature, humidity, power supply range, interference resistance, and reliability, as well as fault diagnosis and safety measures.Comprehensive Factors
Consider cost-effectiveness, spare parts availability, and compatibility with the enterprise’s system management and engineering applications.
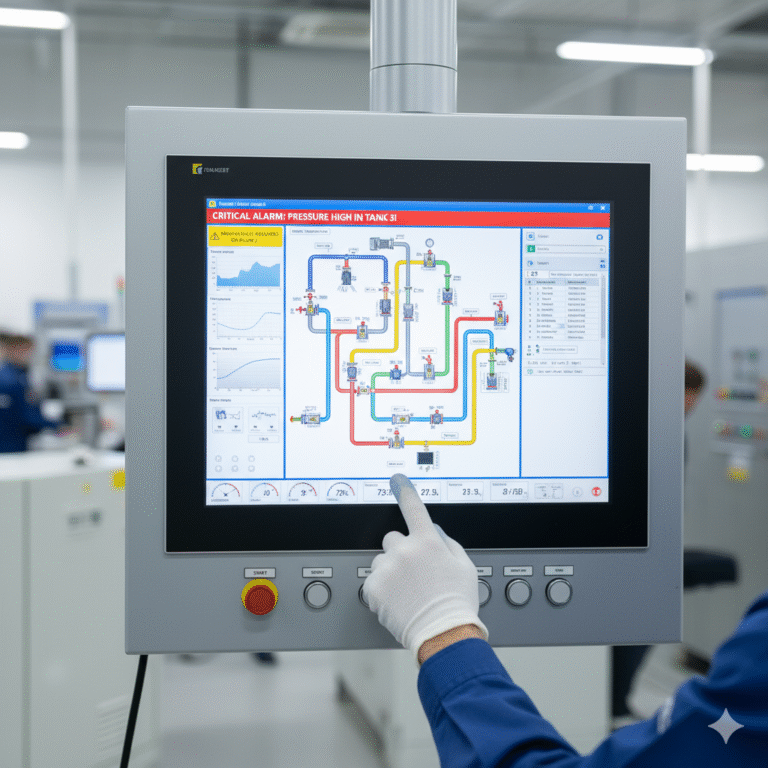
3. What is a Human-Machine Interface (HMI) and How to Choose It?
An HMI is an interface device that facilitates communication between the basic control system (like a PLC) and the operator, allowing manual intervention. Common HMIs include touchscreen graphic terminals and computer-based control stations. For on-site equipment control, touchscreens are usually used, while centralized control typically employs computer workstations. You can opt for either the system manufacturer’s HMI hardware and software or third-party options.
4. HMI Functions
Display Parameters and Status
Show the controlled object’s equipment and process flow parameters, and system status.Provide Operational Interfaces and Alerts
Allow operators to intervene in the system by modifying set values and overriding functions.Record Alarms, Trends, and Events
Display historical data and event logs.Support User Management and Help Functions
Provide login, user management, query functions, and operating assistance.
5. What is Ladder Logic (LD) Language and Its Characteristics?
Ladder Logic is the most common and fundamental graphical programming language for PLCs. It evolved from electrical relay control circuits and logic-based control. It uses rails, logic symbols, contacts, and coils to form a ladder network, with contacts representing logic input conditions and coils representing output results. Each rung with an output command represents a logic operation.
Characteristics of Ladder Logic:
Ladder Logic is intuitive, practical, widely used, and easy to learn.
6. Key Considerations When Writing Ladder Logic
Writing Order
Write programs in top-down, left-to-right order, as this follows the PLC scan cycle.Correct Use of Contacts and Coils
Input contacts should be connected to the left rail, and output coils to the right rail.Use of Relays and Timers
Reuse input/output relays, internal auxiliary relays, timers, and counters.Avoid Double-Coil Outputs
It’s prohibited to use the same output coil in multiple places within a program. This is to avoid indeterminate results when the PLC scans the program.
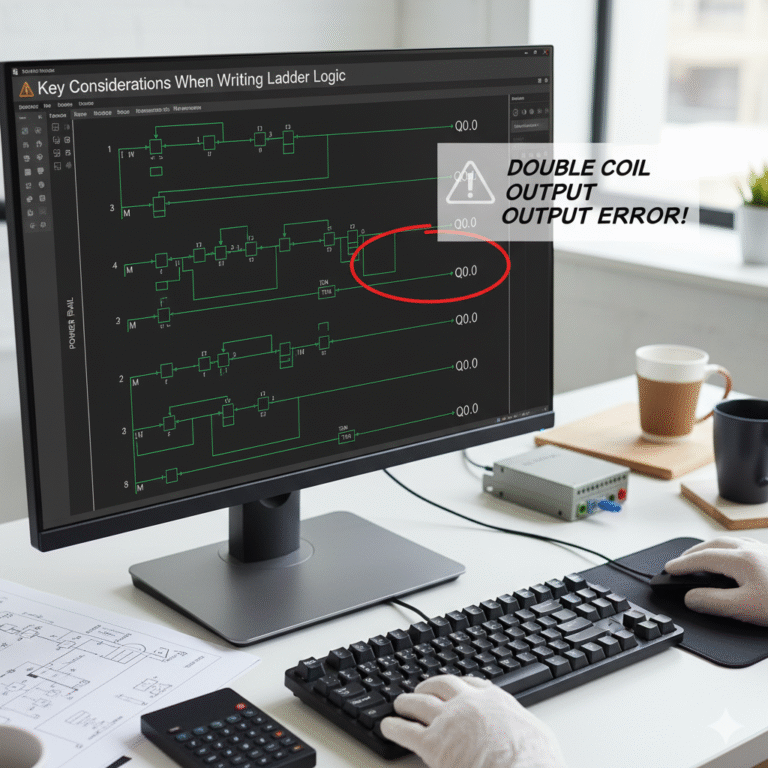
7. What is a Double-Coil Output and Why is It Not Allowed in Programs?
A double-coil output occurs when two or more inputs use the same output coil. This is not allowed because, during the PLC scan cycle, the output coil may end up with conflicting logical results from different input conditions, leading to unpredictable behavior.