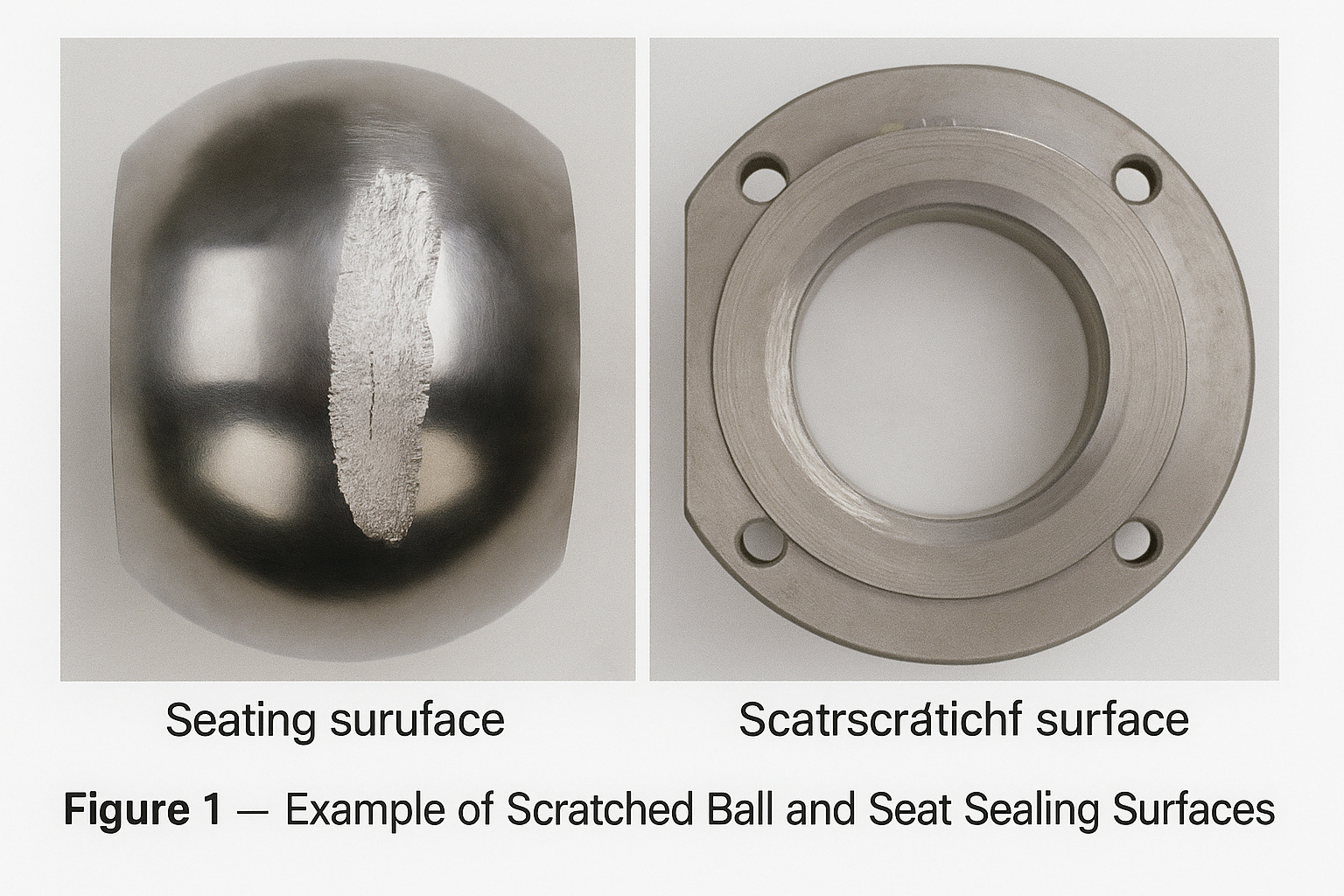
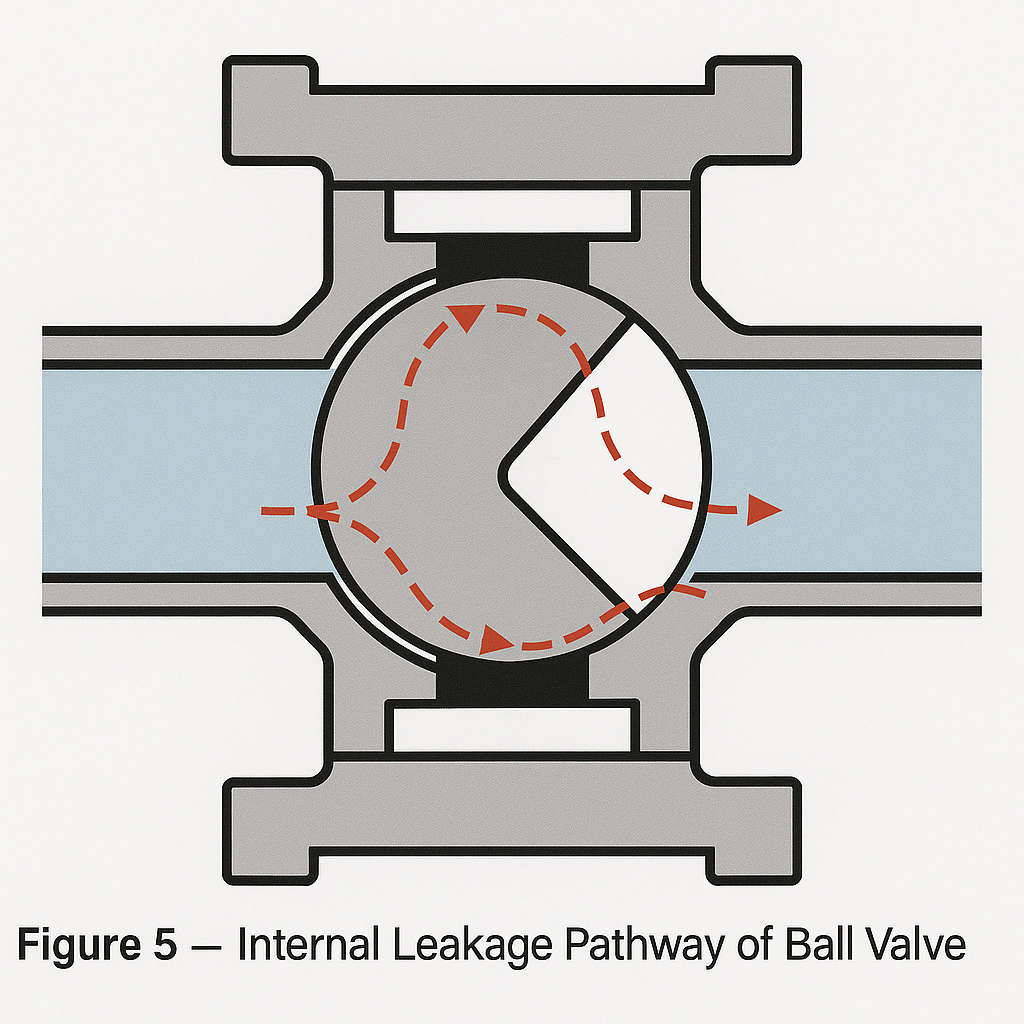
Wear-resistant ball valves serve as critical control points in industrial fluid transportation systems. Once failure occurs, even minor issues may cause media leakage, while severe cases can lead to equipment seizure, production downtime, and costly repairs.
This document analyzes common failure modes of wear-resistant ball valves, identifies underlying causes, and proposes preventive measures. The objective is to shift the focus from reactive maintenance to preventive quality control.
Seat Concentricity: ≤ 0.05 mm for cryogenic valves to ensure bi-directional sealing.
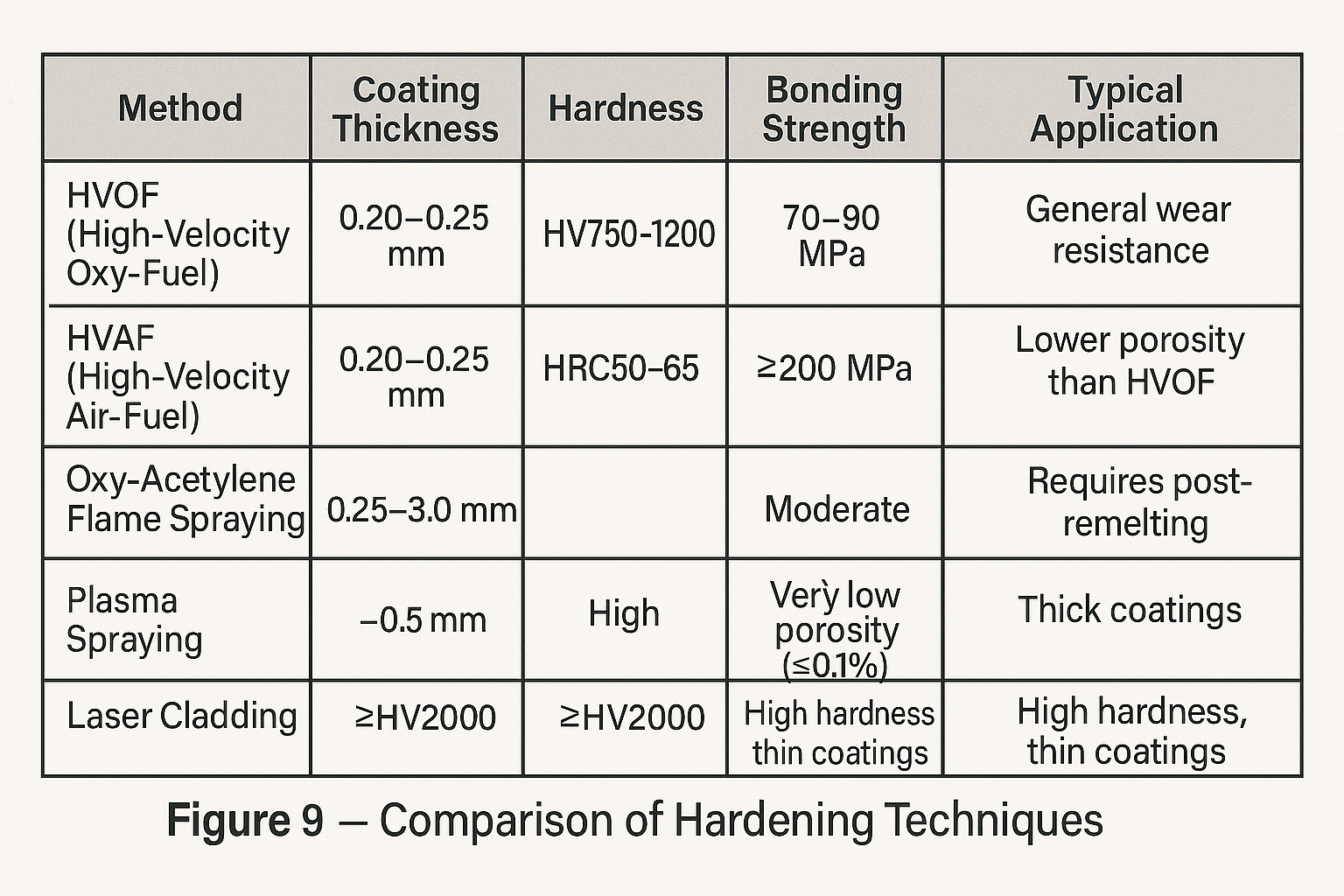
3.3 Surface Hardening Treatments
Different components require tailored hardening methods:
Method
Coating Thickness
Hardness
Bonding Strength
Typical Application
HVOF (High-Velocity Oxy-Fuel)
0.20–0.25 mm
HV750–1200
70–90 MPa
General wear resistance
HVAF (High-Velocity Air-Fuel)
0.20–0.25 mm
HV750–1200
70–90 MPa
Lower porosity than HVOF
Oxy-Acetylene Flame Spraying
0.5–0.7 mm
HRC50–65
≥200 MPa
Requires post-remelting
Plasma Spraying
0.25–3.0 mm
HV700–1000
Moderate
Thick coatings
Laser Cladding
~0.5 mm
High
Very low porosity (≤0.1%)
High-strength sealing surfaces
CVD/PVD
2–5 μm
≥HV2000
Thin layer
High hardness, thin coatings
4. Conclusion
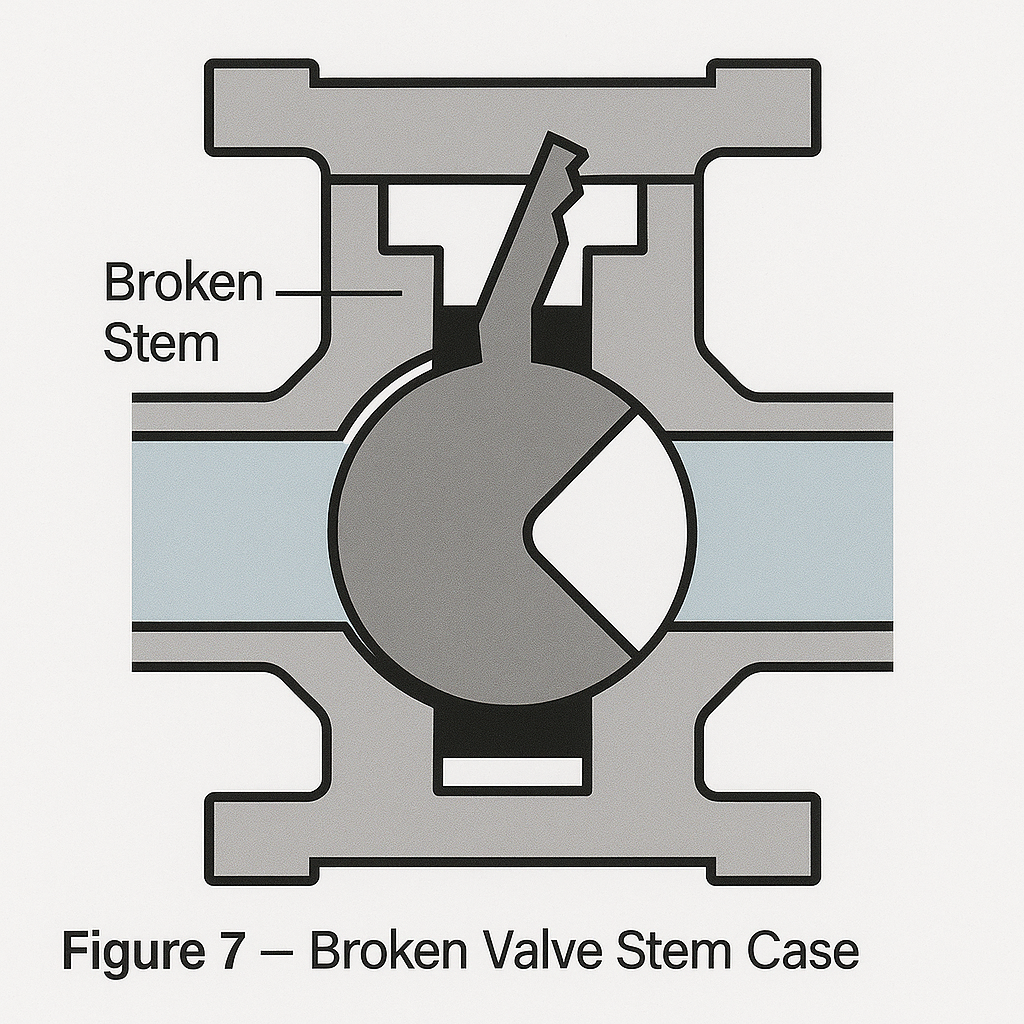
Premature failure of wear-resistant ball valves cannot be attributed to sealing issues alone. Instead, it results from a combination of design, machining accuracy, material properties, surface treatments, and application-specific conditions.
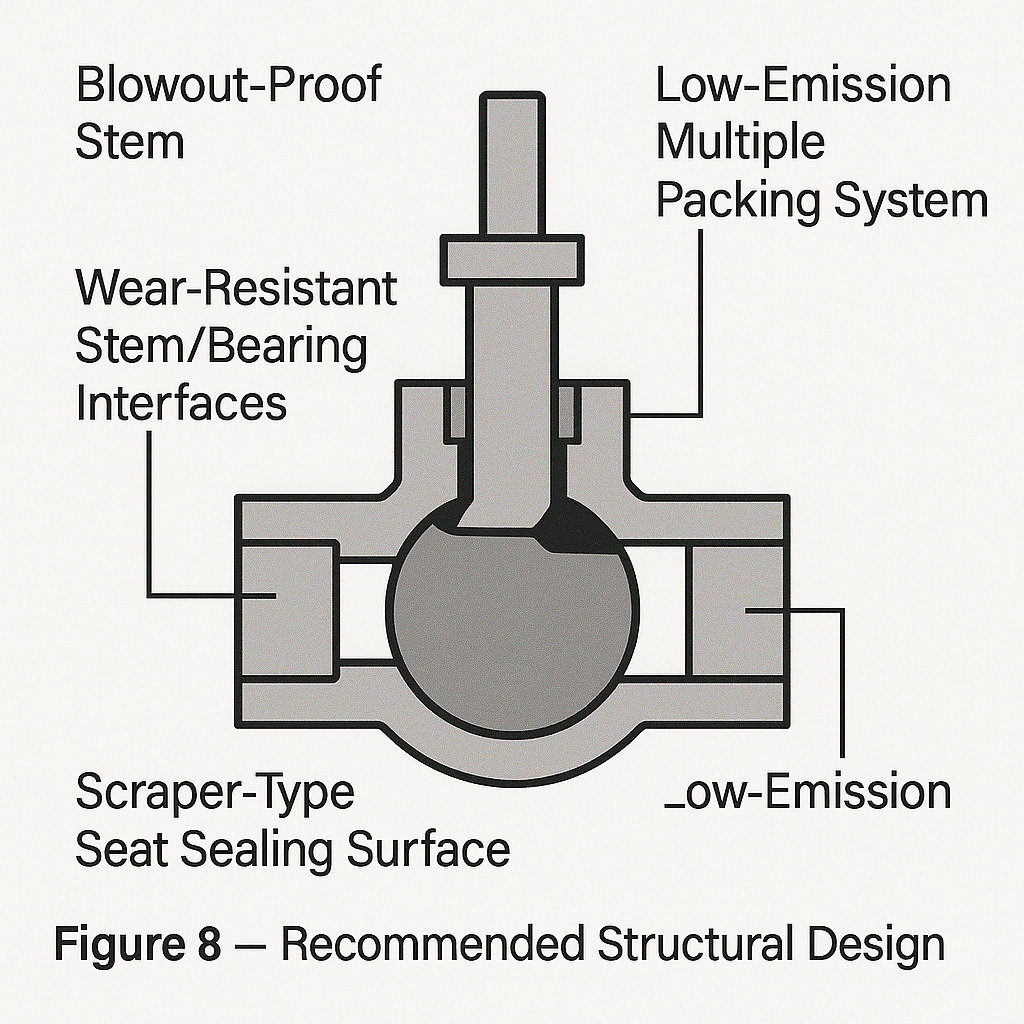
By implementing systematic quality control—from structural design and precision machining to advanced surface hardening technologies—manufacturers and end-users can significantly improve valve reliability, reduce downtime, and extend service life.