As emission regulations continue to tighten, many coal-fired power plants have entered the era of ultra-low particulate emissions (≤5 mg/m³). Selecting the right dust-removal technology has become a critical engineering decision that directly affects environmental compliance, operating cost, and long-term system reliability.
This article provides a comprehensive technical comparison of Electrostatic Precipitators (ESP), Baghouse Filters, and Hybrid ESP-Bag Filters (Electrostatic Fabric Filters, EFF) — covering principles, selection methodology, optimization strategies, and troubleshooting guidelines.
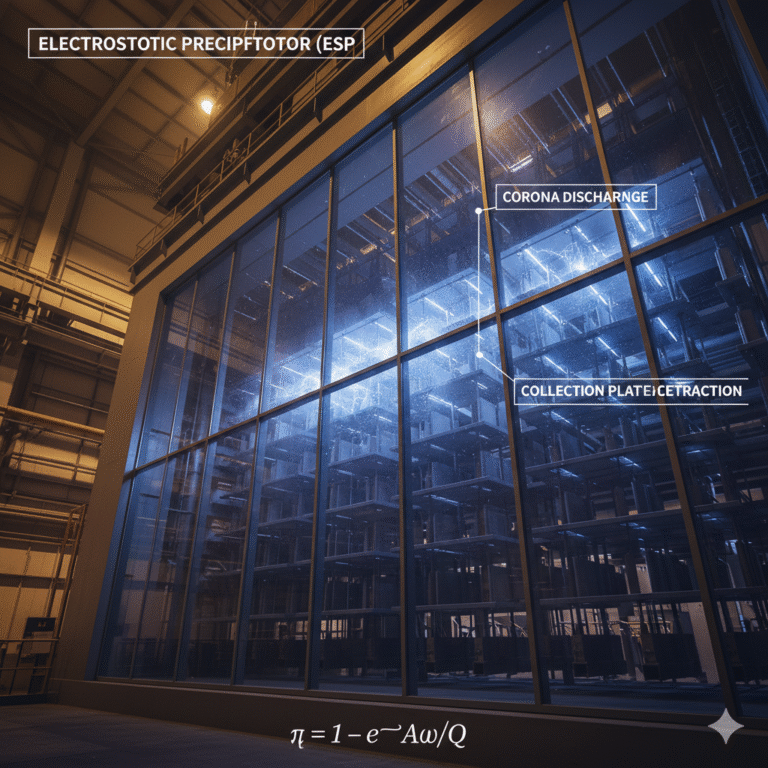
1. Fundamental Working Principles and Performance Boundaries
Baghouse: Mechanical maintenance + bag replacement
Hybrid: Combined skills required
3. Practical Optimization Strategies
3.1 ESP Optimization
Upgrade to high-frequency power supply → +20–30% corona power
Grid/plate geometry optimization → More uniform electric field
Adaptive rapping cycle → Prevents re-entrainment
Case Study
A 600 MW unit retrofitted HF power + rotating electrode technology reduced emissions from 50 mg/m³ → 20 mg/m³, saving 0.5–0.6 million kWh/year.
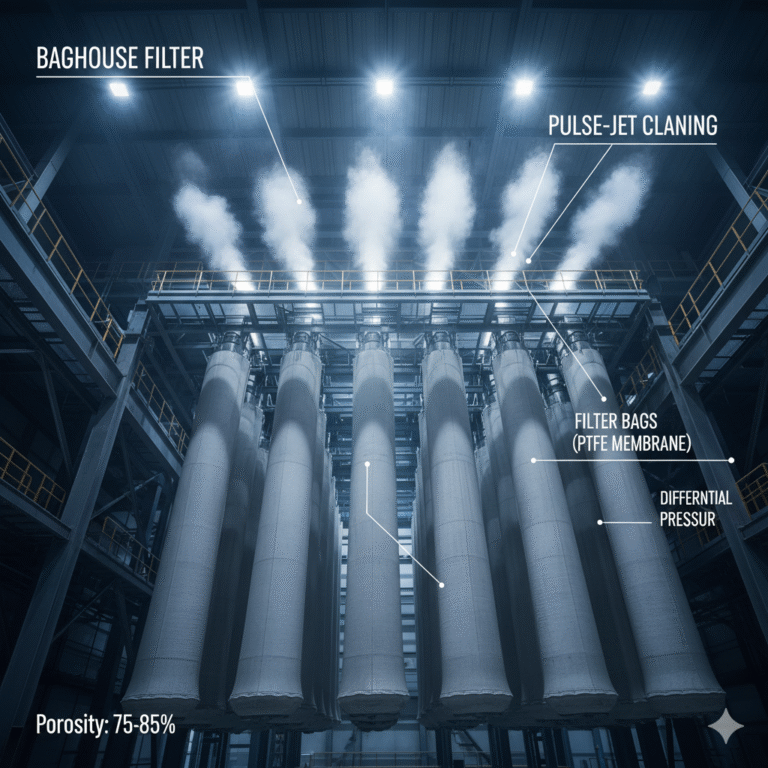
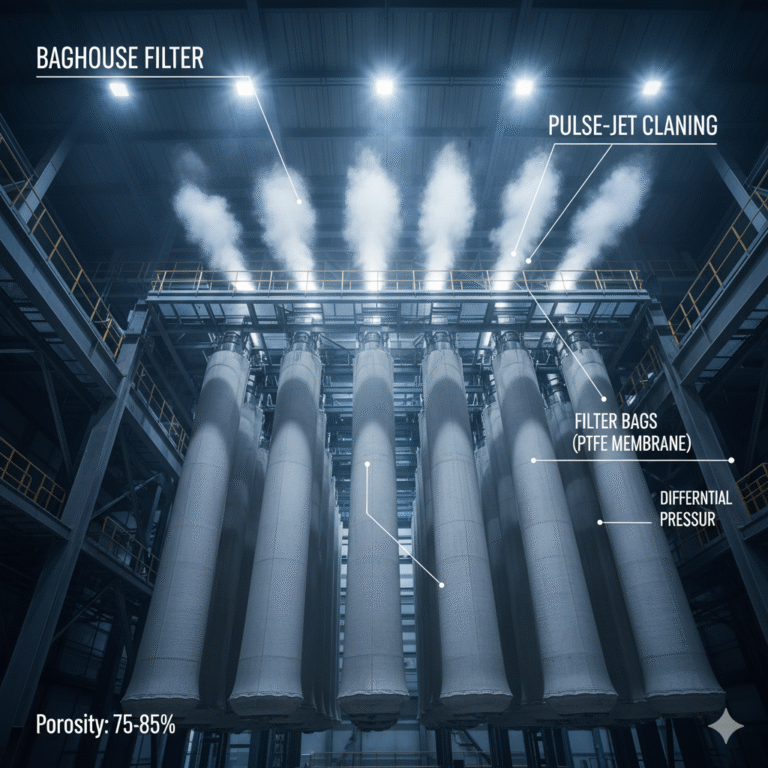
3.2 Baghouse Optimization
Pre-coating during commissioning for stabilized surface layer
Maintain ΔP at 800–1200 Pa
Implement bag failure early-warning system
Differential-pressure-based pulse-jet control
3.3 Hybrid ESP-Bag Optimization
ESP secondary voltage: 40–55 kV
Baghouse ΔP: 800–1000 Pa
Cleaning frequency dynamically adjusted based on ESP efficiency
4. Troubleshooting Guide
4.1 ESP Common Issues
Short-circuit diagnosis
Check broken discharge electrodes
Measure insulation resistance
Monitor hopper dust level
Efficiency drop analysis
Verify power supply parameters
Check coal quality changes
Evaluate ash resistivity and temperature
4.2 Baghouse Issues
Preventing bag damage
Tube-sheet flatness < 2 mm/m
Cage verticality deviation < 1/1000
Use protective tools during installation
High differential pressure
Verify pressure taps
Check pulse-jet performance
Inspect flue-gas humidity, temperature, or condensation
5. Conclusion
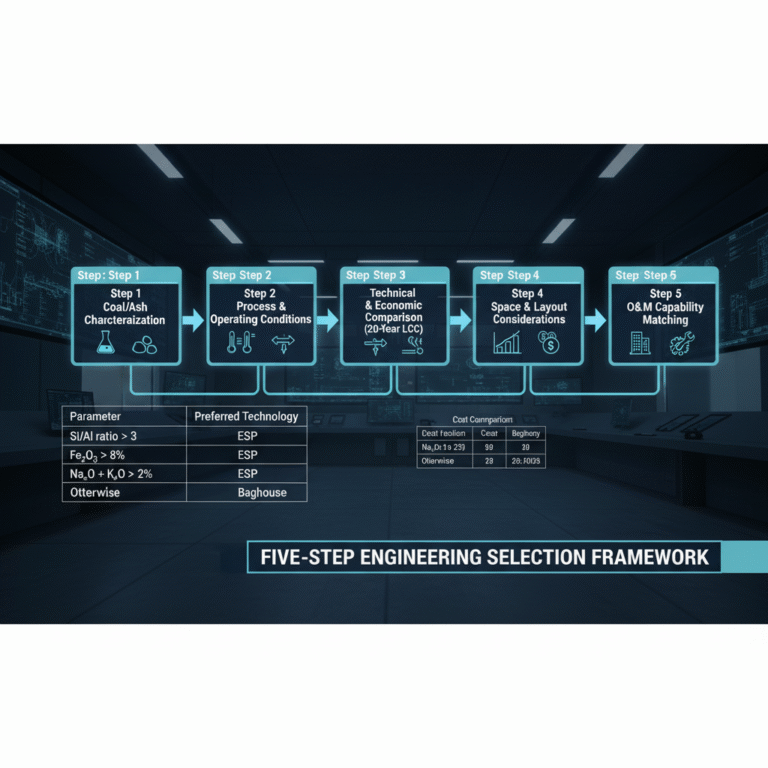
No single technology is universally superior. Optimal dust-removal design should consider:
Fundamental process mechanisms
Fuel & ash characteristics
Site constraints
Total lifecycle cost
Long-term O&M strategy
A well-designed system, combined with proper maintenance and optimization, is the key to achieving stable ultra-low emissions (≤5 mg/m³) and ensuring long-term reliability.