1. Risks and Principles of Small Opening Operation
Control valves operating at small openings often encounter critical issues due to dramatic changes in internal fluid dynamics. Key problems include:
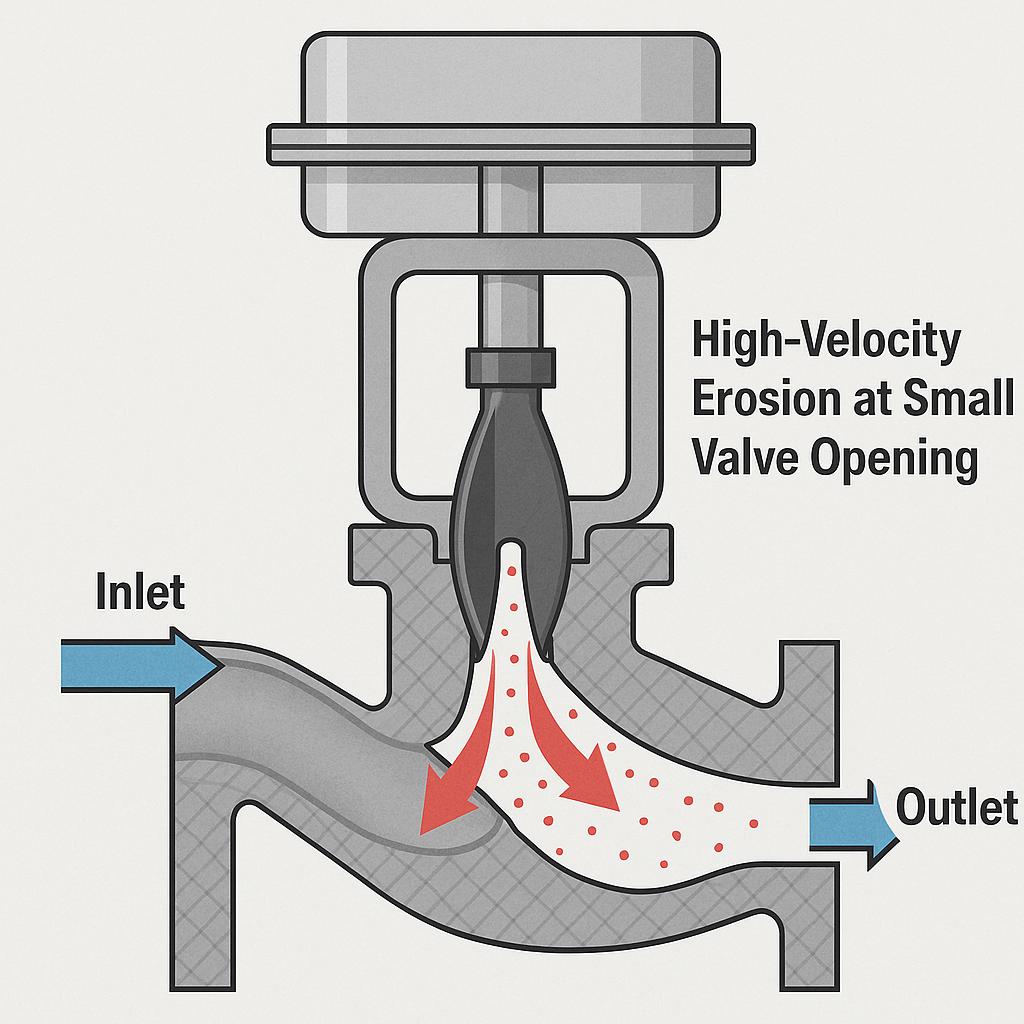
1.1 Severe Throttling Erosion
When the valve throttling gap is extremely narrow, fluid velocity surges. This high-speed flow erodes the plug and seat surfaces intensely—particularly in media with solid particles—causing rapid wear or perforation of sealing surfaces.
📌 Suggested Illustration: High-velocity erosion at small valve openings (cutaway view).
1.2 Stability Failure and Mechanical Vibration
Small openings can lead to sharp pressure fluctuations that exceed the valve’s structural stiffness, triggering high-frequency oscillations. For instance, in double-seat control valves, the two plugs (one “opening flow” and one “closing flow”) receive unbalanced forces, leading to body vibration and control instability.
1.3 Loss of Modulation Accuracy
“Quick snap” phenomena may occur with flow-to-close valves, where the plug suddenly jumps open or shut due to unstable force dynamics. Butterfly valves may suffer from torque imbalance at low openings, leading to “stick-slip” behavior and loss of flow control precision.
1.4 Accelerated Seal Degradation
In small openings, the sealing surfaces are subjected to high-velocity jet impingement. Under high differential pressure conditions, cavitation may occur, forming honeycomb-like pitting and accelerating seal failure.
1.5 Field Data Reference
According to industry data, valves operating below 10% opening have seal wear rates 3–5 times higher than normal. For butterfly or double-seat valves, failure risk is even greater. Recommended minimum operating ranges:
Linear valves: ≥ 20% opening
Equal percentage valves: ≥ 30% opening
2. Advantages of Operating in Mid-to-High Opening Range
Field experience shows that maintaining valve openings between 50%–70% significantly improves operational reliability and lifespan:
2.1 Distributed Wear Profile
At large openings, cavitation and erosion are confined to the non-sealing areas of the plug. As wear develops, fine-tuning the valve opening allows for even wear distribution, reducing localized damage.
Case: A petrochemical plant increased initial valve opening from 30% to 60%, extending service life from 6 to 18 months.
2.2 Lower Flow Path Stress
Larger openings reduce turbulence and allow smoother flow, which minimizes vibration, noise, and dynamic unbalance—leading to better system stability.
📊 Suggested Table: Opening % vs. typical seal wear rate, vibration amplitude, and expected service life.
2.3 Energy Savings and Lifetime Gains
Case: A chemical plant applied a “large-opening-first” strategy on DN50 control valves. Instead of modulating around mid-range, they throttled from higher openings downward. Result:
Valve lifetime more than doubled
System energy consumption reduced by ~15%

3. Engineering Solutions to Increase Valve Working Openings
3.1 System Pressure Drop Redistribution (Reducing Valve Authority Ratio S)
By adding distributed resistance elsewhere in the system, the control valve bears less pressure drop, naturally shifting operation to a larger opening.
(1) Downstream Throttling Plate
Install a fixed orifice plate downstream. For example, transferring 50% of the total pressure drop from valve to orifice raises valve opening from 15% to >40%.
(2) Isolation Valve Cooperation
Partially close upstream/downstream gate valves (keeping ≥30% margin) to increase pipeline friction loss. Coordinate with valve setpoints to stabilize desired flowrate. Especially effective when valves are oversized.
📌 Suggested Diagram: System schematic showing valve + orifice + isolation valves configuration.
3.2 Trim Downscaling or Valve Sizing Adjustments
Reduce Cv value to force higher opening percentage under the same flowrate.
(1) Full Valve Downsizing
Replace valve with one of smaller nominal size (e.g., DN40 → DN32), increasing opening by 20%–30%.
(2) Internal Trim Replacement
Keep valve body, replace internal plug/seat with smaller sizes (e.g., change from dg12 to dg10 trim in DN50 body).
Result: Flow area reduced by 36%, opening increases from 12% to 35% for same flow. A pharmaceutical plant extended service life from 9 to 24 months using this method.
4. Small Opening Operation Strategies for Special Conditions
In unavoidable small opening scenarios due to process variation or oversized valve selection, combined control strategies can help:
4.1 Dynamic Pressure Drop Control
Install flow-limiting orifice plate (30–40% of pressure drop) downstream + motorized globe valve for split pressure regulation. Use system automation to maintain control valve opening >25%.
4.2 Split-Range Control Design
Use two valves of different sizes in parallel (e.g., small + large). For low flows, open only the small valve (60–80% range); at high flows, engage both. This avoids operating a single valve at extreme ends of its range.
Conclusion
Effective control valve opening management is critical for reliable and efficient process automation. By:
Rebalancing system pressure drops
Optimizing valve sizing and trim
Using dynamic control strategies
… plants can avoid small-opening-related failures and extend equipment lifespan. Engineering teams are encouraged to:
Reserve valve opening margins in design phase
Implement condition monitoring for valves
Adjust control logic based on real-time data
These practices will maximize valve performance and system stability in both standard and complex industrial applications.