During ultrasonic flow measurement, users may occasionally observe a sudden drop in the indicated flow rate, followed by recovery within 2–3 seconds. While pipeline bubbles are a common cause, they are not the only factor. This document systematically analyzes the potential causes, provides diagnostic methods, outlines step-by-step troubleshooting, and summarizes real-world case studies.
1. Principle-Based Cause Analysis
Ultrasonic flowmeters measure flow velocity by detecting the time difference or frequency shift of ultrasound propagation through the fluid. Any factor that interferes with ultrasound transmission or fluid stability may cause a sudden measurement anomaly. Causes can be grouped into three categories:
1.1 Fluid Condition Abnormalities (Most Common)
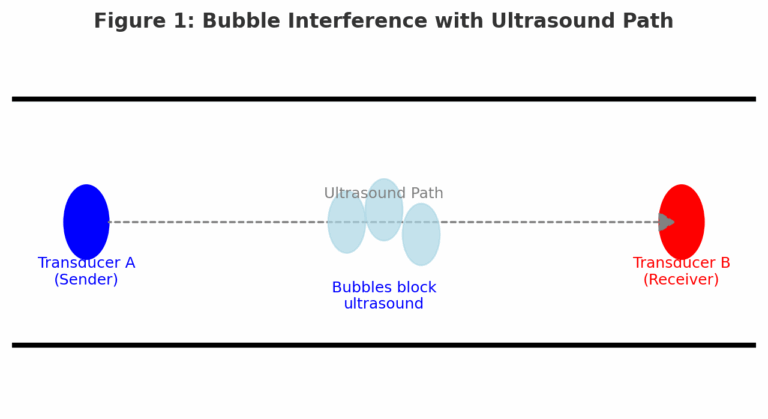
Bubbles in the pipeline
Phenomenon: Ultrasound signal weakens or is blocked → sudden flow drop → normal recovery after bubbles pass.
Typical sources: Air trapped at pipeline high points, pump suction leaks, gas release due to pressure drop/temperature rise.
Diagnostic: Observe signal strength (e.g., drop from 80% to <30%), check vent valves, inspect for gas pockets.
Transient flow interruption or velocity fluctuation
Phenomenon: Gradual flow decrease and recovery (unlike sharp bubble effect).